В 270 километрах к северу от Хельсинки есть городок Ювяскюля с населением менее 130 тысяч жителей. Неподалеку от него расположен завод Tikka (фин. tikka — дятел), выпускающий шипы для зимних шин. С 2008 года им владеет компания Continental.
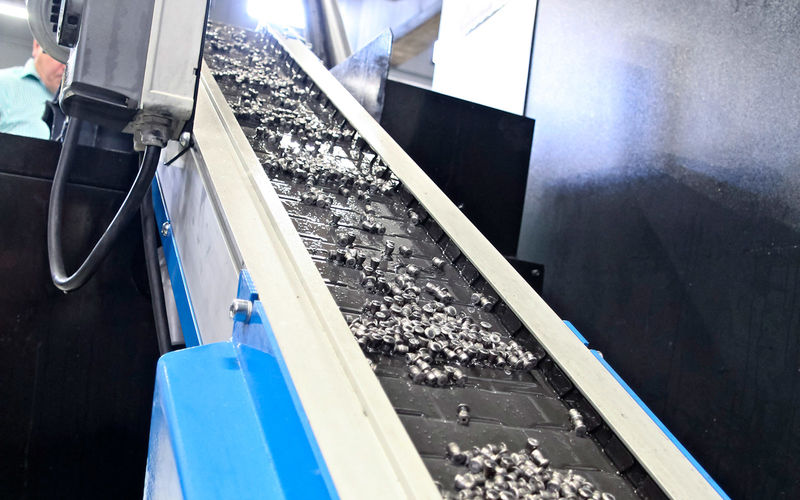
Корпус и сердечник шипа изготавливают по отдельности. Корпус получают из стальной или алюминиевой проволоки методом холодной формовки. На фото показана начальная стадия производства: металлическая нить отправляется в станок на резку. На заводе в городе Ювяскюля — шесть линий мощностью 180 заготовок в минуту. Около 80% выпускаемых здесь шипов имеют алюминиевый корпус. Сталь не запрещена, но из-за законодательных ограничений массы, принятых в некоторых странах, используют крылатый металл, как более легкий. К примеру, у покрышек, продающихся в Финляндии, шип должен весить не более 1,1 г, а в России — не более 1,6 г.Корпус и сердечник шипа изготавливают по отдельности. Корпус получают из стальной или алюминиевой проволоки методом холодной формовки. На фото показана начальная стадия производства: металлическая нить отправляется в станок на резку. На заводе в городе Ювяскюля — шесть линий мощностью 180 заготовок в минуту. Около 80% выпускаемых здесь шипов имеют алюминиевый корпус. Сталь не запрещена, но из-за законодательных ограничений массы, принятых в некоторых странах, используют крылатый металл, как более легкий. К примеру, у покрышек, продающихся в Финляндии, шип должен весить не более 1,1 г, а в России — не более 1,6 г. После резки и формовки корпуса шипов промывают и ссыпают в большие ящики для отправки на следующий этап производства.После резки и формовки корпуса шипов промывают и ссыпают в большие ящики для отправки на следующий этап производства. Сердечники изготавливают из стали. Сырьем служит металлический порошок, который спрессовывают в соответствующей форме.Сердечники изготавливают из стали. Сырьем служит металлический порошок, который спрессовывают в соответствующей форме.
Tikka обеспечивает работой 72 сотрудников, включая административный персонал. Они успевают заниматься исследованиями, производством, тестами, сертификацией и продажами — иными словами, полным циклом. Даже львиную долю станков и прочего оборудования делают здесь же по собственным чертежам. Отсюда высочайшее качество и гибкий подход к требованиям заказчика. И это при внушительном объеме производства: 600 млн шипов в год.
Шипы развиваются вместе с шиной, ведь они вносят свой вклад в ее основные характеристики — сцепные свойства с дорогой всех типов, расход топлива и комфорт при езде. Одна из самых сложных задач — сделать так, чтобы «железный гвоздь» сохранял свои свойства в течение многих тысяч километров пробега и при этом изнашивался одновременно с протектором. Если поставлена цель разработать первоклассную зимнюю шину, шипы под нее тщательно подбирают и даже изготавливают индивидуально.
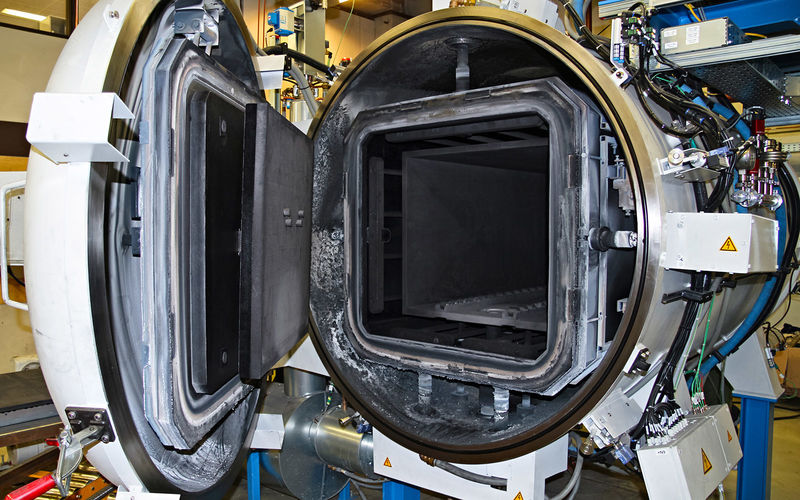
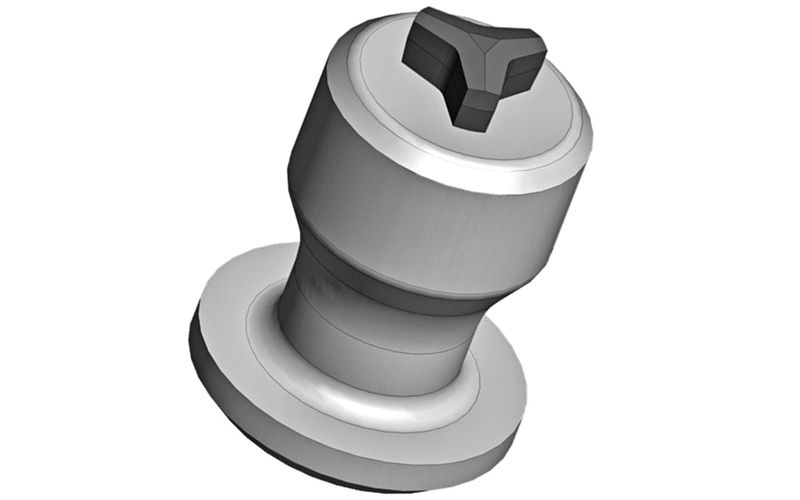
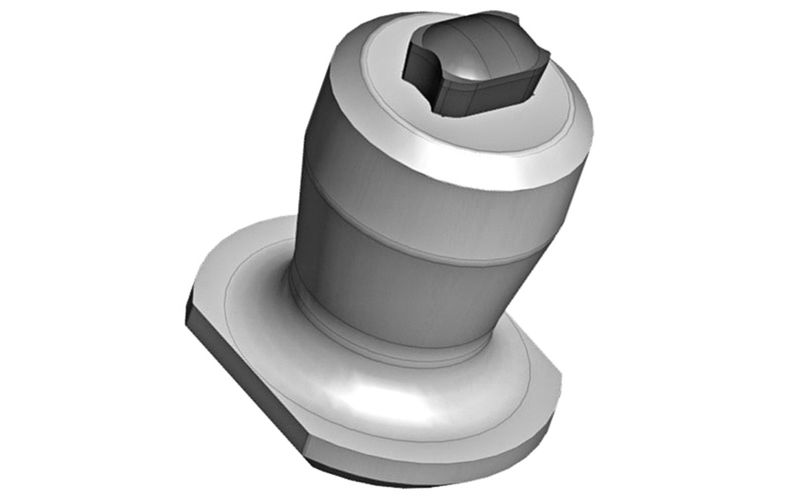
Выходящие из пресса заготовки для сердечников цветом и видом напоминают грифель карандаша. Кстати, они столь же хрупкие: легко переламываются надвое пальцами.Выходящие из пресса заготовки для сердечников цветом и видом напоминают грифель карандаша. Кстати, они столь же хрупкие: легко переламываются надвое пальцами. Дабы сердечники набрали необходимую прочность, их отправляют на термическую обработку в печь. Процесс идет без доступа кислорода при температуре 1500 ºС.Дабы сердечники набрали необходимую прочность, их отправляют на термическую обработку в печь. Процесс идет без доступа кислорода при температуре 1500 ºС. Готовые сердечники весят 0,3–0,4 г — существенно меньше, чем сравнимая по размерам деталь из обычной стали. Секрет такого облегчения заключен в технологии изготовления (прессование под высоким давлением) и составе сырья: сталь особого сорта, вольфрам, кобальт.Готовые сердечники весят 0,3–0,4 г — существенно меньше, чем сравнимая по размерам деталь из обычной стали. Секрет такого облегчения заключен в технологии изготовления (прессование под высоким давлением) и составе сырья: сталь особого сорта, вольфрам, кобальт. «Свадьба» корпуса и сердечника происходит методом запрессовки в сборочной машине, в которую разом загружают партию из тысяч заготовок. Tikka производит шипы нескольких типов, отличающихся друг от друга формой и характеристиками. Перед запуском другой модели необходимо полностью очистить станок от заготовок предыдущего цикла. Генеральная уборка занимает восемь часов — целую рабочую смену! Поэтому на заводе стараются запускать в работу крупные партии, чтобы сократить вынужденные простои оборудования.«Свадьба» корпуса и сердечника происходит методом запрессовки в сборочной машине, в которую разом загружают партию из тысяч заготовок. Tikka производит шипы нескольких типов, отличающихся друг от друга формой и характеристиками. Перед запуском другой модели необходимо полностью очистить станок от заготовок предыдущего цикла. Генеральная уборка занимает восемь часов — целую рабочую смену! Поэтому на заводе стараются запускать в работу крупные партии, чтобы сократить вынужденные простои оборудования. Обычно корпус шипа светлый, а сердечник черный. На фото показан вклеиваемый шип для шины Continental IceContact 2. Его корпус покрыт клеящим составом, который активируется на финальной стадии производства покрышки — при вулканизации. Таким образом «гвоздь» надежно фиксируется в посадочном отверстии.Обычно корпус шипа светлый, а сердечник черный. На фото показан вклеиваемый шип для шины Continental IceContact 2. Его корпус покрыт клеящим составом, который активируется на финальной стадии производства покрышки — при вулканизации. Таким образом «гвоздь» надежно фиксируется в посадочном отверстии.
Ныне действующий европейский техрегламент для шипованных шин вступил в силу в 2013 году. Главным новшеством стало ограничение максимального количества шипов на метр качения шины. В Финляндии разрешено пятьдесят, в России — шестьдесят. Что это означает на практике? Например, для шины размерности 205/55 R16 допустимое количество «гвоздей» уменьшилось на четверть — с 130 до 96. Это касается шипов, сертифицированных отдельно от покрышки. Одобряется конкретная модель шипов, и их разрешают устанавливать в любые шины. Дополнительные тесты не нужны, нельзя превышать лишь оговоренное в техрегламенте количество шипов. Такой вариант подходит для тех компаний (или бюджетных линеек у именитых марок), которые хотят создать покрышку средненького уровня или даже попроще.
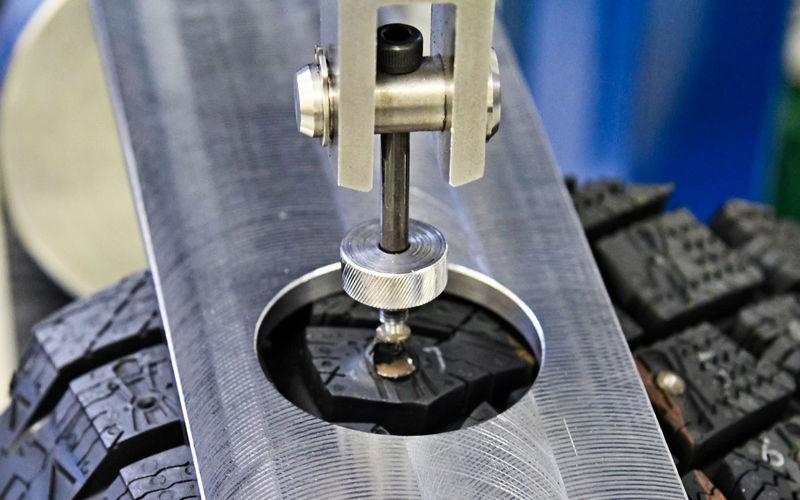
Испытательная база компании Tikka — это лаборатория с полный набором оборудования для всевозможных тестов, а также небольшой полигон на расположенном неподалеку аэродроме. Для тестов в реальных условиях новые шины выдают таксистам. Их пробеги и опыт дают достаточно полезной информации. К слову, Tikka — единственный производитель шипов, располагающий собственной сертификационной лабораторией.Испытательная база компании Tikka — это лаборатория с полный набором оборудования для всевозможных тестов, а также небольшой полигон на расположенном неподалеку аэродроме. Для тестов в реальных условиях новые шины выдают таксистам. Их пробеги и опыт дают достаточно полезной информации. К слову, Tikka — единственный производитель шипов, располагающий собственной сертификационной лабораторией. Эта машина вырывает шипы, измеряя необходимое для этого усилие. Чтобы выдернуть вклеенный шип из шины Continental IceContact 2, требуется усилие 50 кг — на 400% больше, чем для шипа, установленного по обычной технологии! Наблюдал своими глазами: «гвоздь» отделяется крайне неохотно, вместе с кусочками резины, которые остаются на его корпусе.Эта машина вырывает шипы, измеряя необходимое для этого усилие. Чтобы выдернуть вклеенный шип из шины Continental IceContact 2, требуется усилие 50 кг — на 400% больше, чем для шипа, установленного по обычной технологии! Наблюдал своими глазами: «гвоздь» отделяется крайне неохотно, вместе с кусочками резины, которые остаются на его корпусе. Для контроля размеров сердечников применяют несложный агрегат. Детали поступают на пару расположенных под уклоном трубок. Расстояние между ними увеличивается от начала к концу. В результате самые мелкие заготовки ссыпаются в первое ведро, а самые крупные проходят весь путь до конца и попадают в последнее, четвертое по счету.Для контроля размеров сердечников применяют несложный агрегат. Детали поступают на пару расположенных под уклоном трубок. Расстояние между ними увеличивается от начала к концу. В результате самые мелкие заготовки ссыпаются в первое ведро, а самые крупные проходят весь путь до конца и попадают в последнее, четвертое по счету. Выступание шипов контролируют прибором, похожим на тот, которым измеряют глубину протектора. Европейское и российское законодательство требует, чтобы «жало» выглядывало из протектора не более чем на 1,2 мм.Выступание шипов контролируют прибором, похожим на тот, которым измеряют глубину протектора. Европейское и российское законодательство требует, чтобы «жало» выглядывало из протектора не более чем на 1,2 мм.
Желаете улучшить характеристики за счет большего количества «гвоздей»? Нет проблем, но покрышкам придется выдержать дополнительные испытания на износ дорожного покрытия. И лишь при положительном результате их допустят к серийному производству. Катают такие шины не по асфальту, а по гранитным плитам — 400 проездов на скорости 100 км/ч. Все параметры строго регламентированы: процесс подготовки плит, давление в шинах, масса автомобиля, нагрузка на каждое колесо, температура воздуха, «дороги» и покрышки. По окончании тестов фиксируют разницу в массе пяти плит до и после тестового пробега. Если показатели в норме, шине дают путевку в жизнь. И абсолютно не важно, сколько в ней шипов.
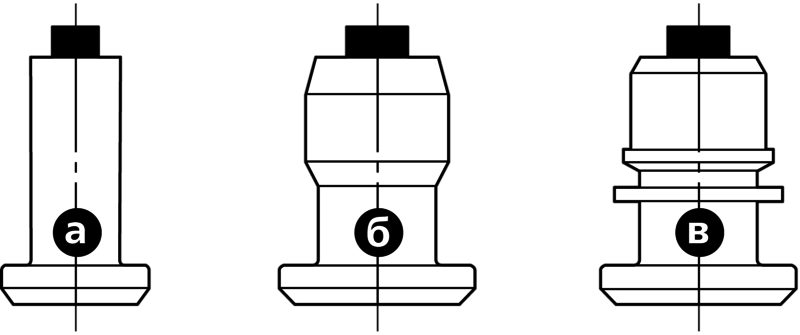
Однофланцевые шипы (а) — устаревшая и вышедшая из массового употребления конструкция. Двухфланцевые (б) лучше удерживаются в протекторе, а более широкий верхний фланец вдобавок препятствует попаданию грязи и влаги в посадочное гнездо, что также продлевает срок совместной жизни шипа и шины. Форма и толщина корпуса — на усмотрение производителя. Шипы с трехфланцевым корпусом (в) сидят в протекторе еще прочнее. Но они не настолько надежнее в эксплуатации, насколько сложнее и дороже в производстве. По сути, это экзотика: для массовых шин достаточно и двух фланцев. Тем более что производители придумали более эффективные способы фиксации — например, вклейку, как в случае с шиной Continental IceContact 2.
Типы шипов для легковых шин из ассортимента компании Tikka
Основание корпуса
круглое
круглое
овальное
Тип сердечника
круглый
треугольный
прямоугольный
Установка относительно продольной оси
в любом положении
в любом положении
в фиксированном положении
ИЗ ЖИЗНИ ШИПОВ
Любопытный факт: во всем мире лишь пять компаний занимаются выпуском шипов. Все они расположены в Европе, причем три из них — в Финляндии. Ничего удивительного: страна представляет собой прекрасный естественный полигон для испытаний. А первым промышленным производителем стала именно компания Tikka — в 1959 году.
Сегодня основные рынки сбыта шипованных шин — Финляндия и Россия. За ними расположились страны Скандинавии (Швеция, Норвегия, Дания) и Канада, в которой, кстати, еще сохраняется спрос на покрышки, шипуемые после выхода с завода — дилером или в мелких мастерских. Их туда поставляет Gislaved (марка принадлежит концерну Continental).
Шипы для шин: острая тема
Фото: Кирилл Милешкин, Tikka
Шипы для шин: острая тема
Понравилась статья? Поделись с друзьями в соц.сетях!
На вопросы читателей отвечает директор Центра технической экспертизы ГНЦ РФ ФГУП «НАМИ» Андрей Васильев. Хочу установить на автомобиль газобаллонное оборудование. Какие документы ...
Иномарки нарасхват Эксперты выяснили, какие подержанные машины быстрее всего уходят на вторичном рынке, а какие подолгу не могут найти себе нового владельца. ...